


Mi az a TBM gyártás és miért számít?
A TBM gyártás az alagútfúró gépek tervezését és gyártását jelenti – masszív, magasan speciális berendezéseket, amelyeket alagutak ásására használnak sziklán, talajon, agyagosan és vegyes talajviszonyok között. Ezek a valaha épített legbonyolultabb gépek közé tartoznak, amelyek a legmodernebb gépészetet, hidraulikát, elektronikát és anyagtudományt egyesítik egyetlen integrált rendszerben, amely akár néhány száz tonnától egy kis közmű alagút gépein, akár több mint 7000 tonnáig egy nagy átmérőjű metró- vagy autópálya-alagút projekthez. Az alagútfúró gép gyártási folyamata nem olyan, mint a legtöbb ipari berendezés gyártása – minden gép egy egyedi projekt, amelyet úgy terveztek, hogy megfeleljen egyetlen alagútszerződés konkrét geológiai, átmérőjű, igazítási és bélelési követelményeinek.
A TBM-ek iránti globális kereslet évtizedek óta folyamatosan növekszik, ami a metróvasút-rendszerekbe, közúti alagutakba, vízellátási és szennyvíz-infrastruktúrába, vízerőmű-alagutakba és földalatti logisztikai hálózatokba irányuló hatalmas infrastrukturális beruházásoknak köszönhető. A városok Londontól Mumbain át Los Angelesig aktívan használnak TBM-eket a földalatti infrastruktúra kiépítésére anélkül, hogy megzavarnák a felszíni életet. Ez az igény globálisan versenyképességet teremtett TBM gyártás az iparágat, amelyet néhány nagy gyártó ural, amelyek képesek egyedi gépeket szállítani, amelyeket rendkívüli pontosságú tűrésekre terveztek és építettek a szerződéses határidőkön belül, amelyek akár 18 hónapra is kiterjedhetnek.
Az alagútfúró gépek típusai és azok gyártási módja
A TBM gyártása nem egyetlen gyártási folyamat – ez egymáshoz kapcsolódó, de határozottan eltérő gépkonstrukciók családja, amelyek mindegyike meghatározott talajviszonyokra lett tervezve. A projekthez választott TBM típusa alapvetően meghatározza a gyártási hatókört, az alkatrész specifikációit és az összeszerelés bonyolultságát.
Hard Rock TBM (Gripper TBM)
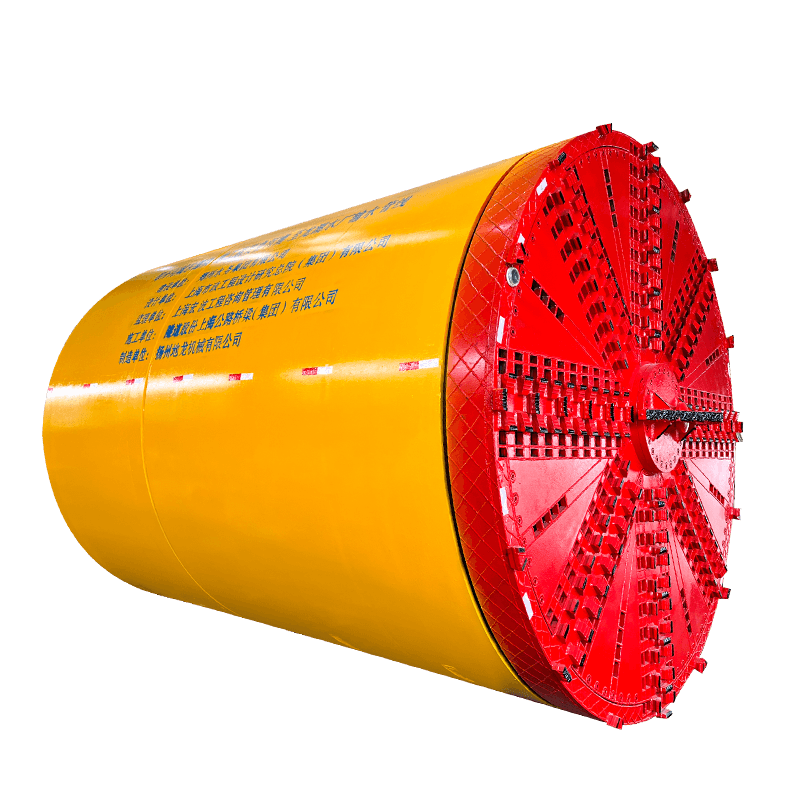
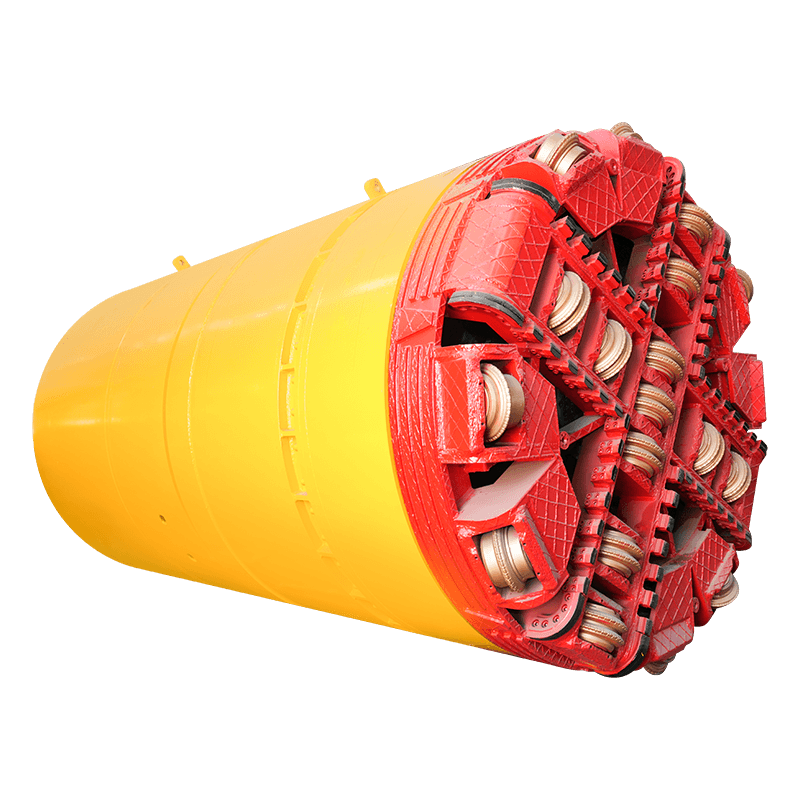
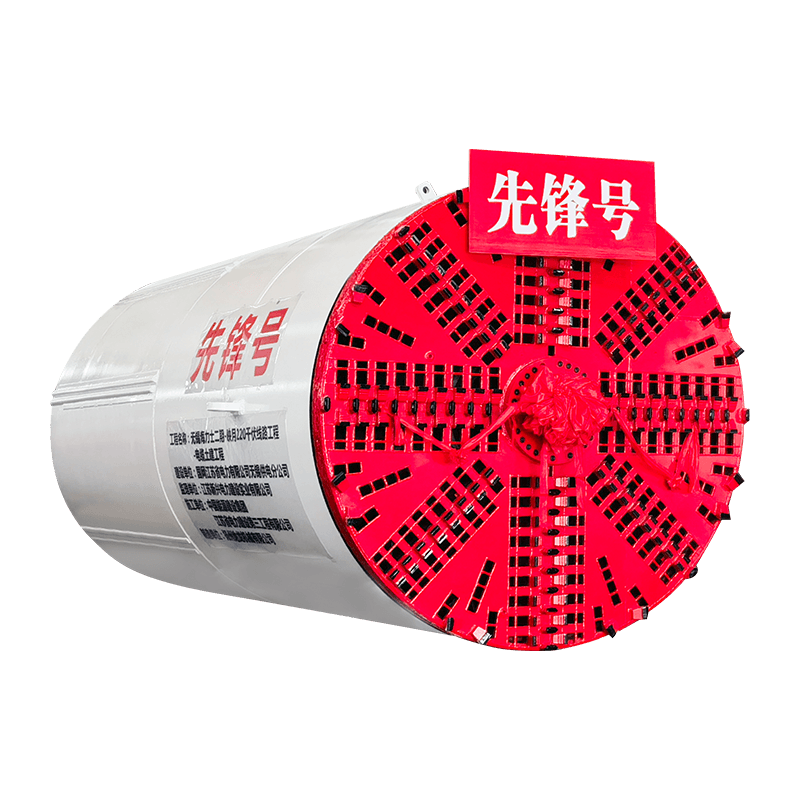
A Gripper TBM-eket szilárd, kompetens sziklák, például gránit, bazalt és mészkő alagútvezetésére tervezték. A gép úgy halad előre, hogy a forgó vágófejet a sziklafalhoz nyomja, miközben a hidraulikus megfogók oldalról kinyúlnak, hogy az alagút falaihoz támaszkodjanak, biztosítva az előretoláshoz szükséges reakcióerőt. A TBM megfogó gyártása egy rendkívül robusztus vágófej előállítására összpontosít – amely jellemzően nagy szilárdságú acéllemezből készül, pontosan elhelyezett tárcsás vágóházakkal – és egy erőteljes fő csapágyszerelvényt, amely képes hatalmas tolóerő átvitelére, miközben folyamatosan forog. A kemény kőzetgépek tárcsás marói precíziós tervezésű keményfém alkatrészek, amelyeket szűk mérettűréssel kell legyártani, hogy egyenletes kopást biztosítsanak a vágófej felületén.
Földnyomás-kiegyenlítő (EPB) gépek
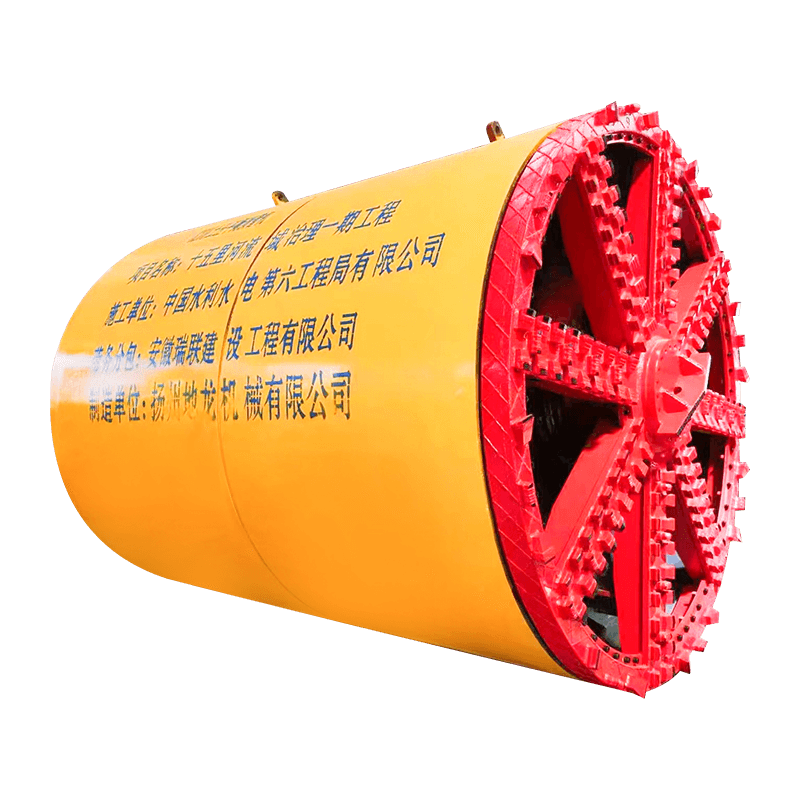
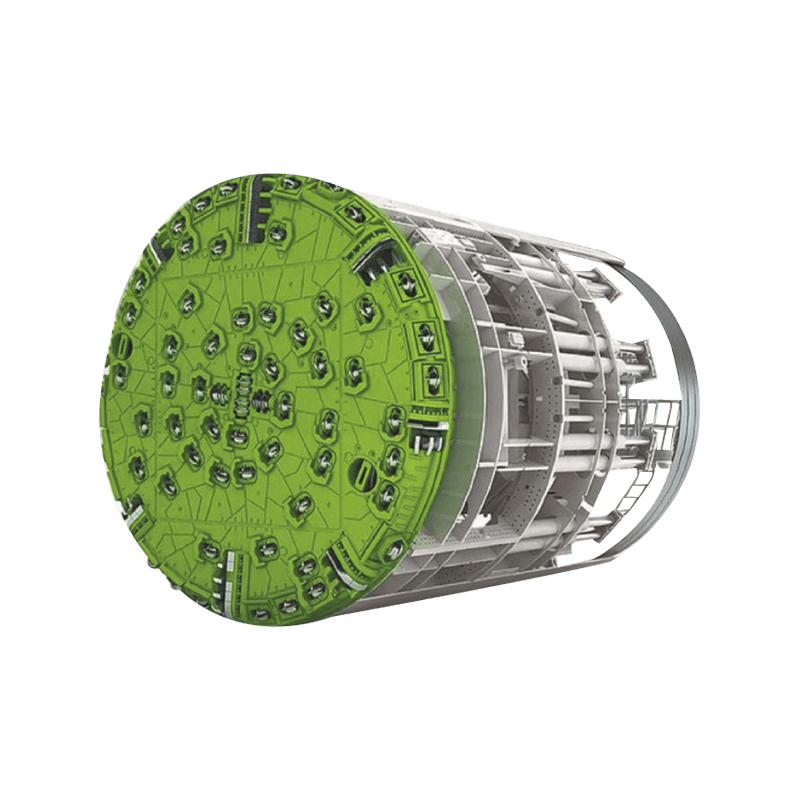
Az EPB gépek a városi alagút munkagépei puha talajon, vegyes talajon és víztartó körülmények között. Magát a kitermelt anyagot – habbal, polimerrel vagy bentonit adalékokkal kondicionálva – használják fel az arcnyomás fenntartására és az alagút feletti talaj leülepedésének megakadályozására. Az EPB TBM gyártási összetettsége a szállítócsigás rendszeren, amely az anyagkivonási sebességet szabályozza az arcnyomás kiegyensúlyozása érdekében, a vágófejbe integrált habbefecskendező rendszeren és a pajzstesten áll, amelynek ki kell bírnia a környező talaj teljes föld- és víznyomását. Az EPB gépek vágófej geometriája alapvetően különbözik a kemény kőzet kialakításától – kaparókat, kanalas kanalakat és talajkondicionáló csatlakozókat tartalmaz, nem pedig tárcsás vágóházakat.
Slurry Shield TBM-ek
Az iszapos TBM-eket laza, vízzel telített talajon használják, ahol még az EPB felületkezelés sem elegendő a stabilitás fenntartásához. Az arcnyomást egy nyomás alatt álló bentonit iszap segítségével tartják fenn, amely kitölti a kotrókamrát, amelyet a vágófej mögötti válaszfal támaszt meg. A hígtrágyát egy csővezetéken keresztül szivattyúzzák a felszínre, egy leválasztó üzemben dolgozzák fel a szennyeződés eltávolítására, majd visszakeringetik a felületbe. A hígtrágyakeverő gépek TBM-gyártása magában foglalja az elválasztó üzem előállítását a teljes rendszerkör részeként – ez egy további mérnöki kihívás, amely magában a gépen kívül hidrociklonokat, centrifugákat és hígtrágyaszivattyúzó infrastruktúrát foglal magában.
Vegyes talajú és változó sűrűségű TBM-ek
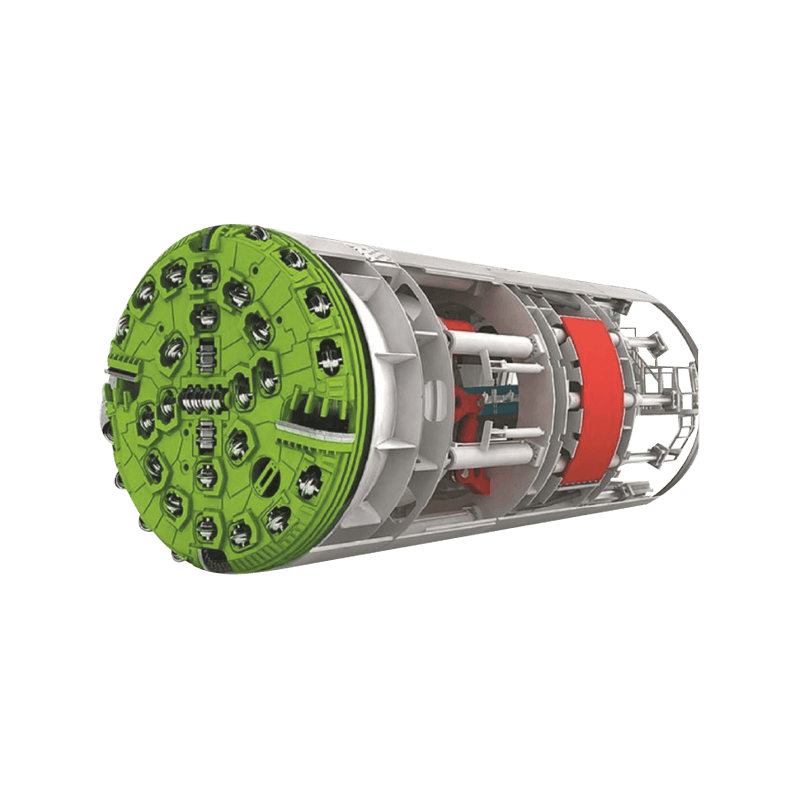
A valaha gyártott legbonyolultabb TBM-ek némelyike olyan gép, amelyet vegyes felületű körülményekre terveztek – olyan alagutak, amelyek sziklán és puha talajon haladnak át ugyanazon alagút-keresztmetszeten belül, vagy amelyek átmenet a kemény kőzet és a lágy talaj zónái között az igazítás mentén. Ezeknek a változó sűrűségű vagy vegyes köszörűségű TBM-eknek tárcsás marókat és puha köszörült vágószerszámokat kell tartalmazniuk ugyanabban a vágófejben, átalakítható kotrókamrákkal, amelyek hajtás közben válthatnak EPB és kemény kőzet üzemmódok között. Ezeknek a gépeknek a gyártása egyidejűleg olyan, egymásnak ellentmondó tervezési követelmények megoldását igényli, amelyek a TBM tervezést a határai közé szorítják.
Alapelemek minden TBM-ben gyártva
Típustól függetlenül minden alagútfúrógépnek van egy sor alapvető alrendszere, amelyeket úgy kell megtervezni és gyártani, hogy egy pontosan integrált rendszerként működjenek együtt. Ezen alapvető összetevők megértése megmagyarázza, hogy a TBM gyártás miért olyan technikailag igényes és időigényes.
| Összetevő | Funkció | Key Manufacturing Challenge |
| Vágófej | Kiásja az alagút homlokzatát a sziklának vagy talajnak forgatva | Szerkezeti integritás kombinált toló- és nyomatékterhelések mellett; vágószerszám pozicionálási pontosság |
| Fő csapágyegység | Támogatja a vágófejet, és továbbítja a tolóerőt és a nyomatékot | A csapágy élettartama tartósan nagy terhelés mellett; tömítés a talajszennyeződés ellen |
| Pajzs test | Védi a dolgozókat és a berendezéseket; szerkezeti házat biztosít | Precíziós kerekítés a szegmens felállításához; talajnyomás ellenállás |
| Tolóerő-henger rendszer | Előre hajtja a gépet a telepített alagútburkolattal szemben | Szinkronizált löketszabályozás az összes hengeren; tömítés megbízhatósága |
| Szegmens Erector | Előregyártott beton bélésszegmenseket szed és szerel fel | pozicionálási pontosság; a vákuumrendszer megbízhatósága; terhelhetőség |
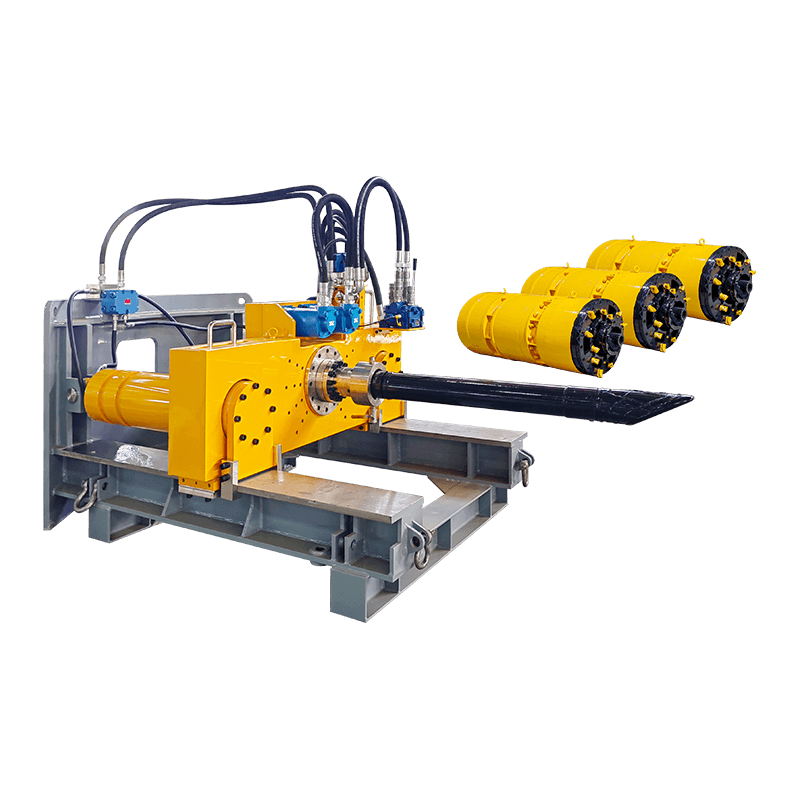
| Meghajtó motorok és sebességváltók | A vágófej forgásának meghajtása | Teljesítménysűrűség zárt térben; hőkezelés |
| Hidraulikus tápegység | Minden hidraulikus rendszert ellát, beleértve a tolóerőt és a felállítót is | Rendszerintegráció; redundancia; zárt tér hőelvonása |
| Vezérlő és irányító rendszer | Navigál az alagút vonalvezetésében, és felügyeli az összes rendszert | Pontosság GPS-elutasított földalatti környezetben; valós idejű adatintegráció |
A TBM gyártási folyamat lépésről lépésre
Az alagútfúró gép gyártási folyamata a szerződés odaítélésétől a gyári átvételi tesztelésig hosszadalmas, többlépcsős tervezési és gyártási program. A sorrend megértése egyértelművé teszi, hogy a TBM szállítási átfutási ideje jellemzően 12–24 hónap még a tapasztalt gyártók számára is, akiknek beépített ellátási láncaik vannak.
1. szakasz – Geotechnikai és projektkövetelmények elemzése
Egyetlen alkatrész tervezése előtt a TBM gyártó mérnöki csapata részletes elemzést végez az ügyfél által megadott geotechnikai vizsgálati adatokról. Ez magában foglalja a fúrólyuk rönköket, a kőzet szilárdsági paramétereit, a talajvíz nyomásprofiljait, az abrazivitásvizsgálati eredményeket és a talajáteresztőképességi adatokat a teljes alagútvonal mentén. Ez az elemzés közvetlenül meghatározza a vágófej kialakítását, a tolóerőrendszer méretét, a csapágy specifikációját és a talajkondicionáló rendszer konfigurációját. A pontatlan vagy elégtelen talajadatok alapján tervezett gép alulteljesít vagy meghibásodik – a geotechnikai elemzés az alap, amelyre a teljes terv épül.
2. szakasz – Egyedi tervezés és tervezés
A megalapozott talajviszonyok mellett a mérnöki csapat fejlett 3D CAD szoftver és végeselemes elemzés segítségével kidolgozza a teljes TBM tervezést. A vágófej szerkezeti kialakítását a kombinált tolóerő és nyomaték terhelési forgatókönyvei alapján elemzik. A fő csapágy-élettartam-számításokat az ISO 281 csapágy-élettartam-elmélet alapján végezzük, amely a TBM-specifikus terhelési spektrumokhoz van adaptálva. A pajzs test kerekségi tűrései a szegmens bélés geometriája alapján vannak beállítva. A szerkezeti gyártásban minden nagyobb hegesztési varrat a vonatkozó szerkezeti előírások szerint van megtervezve és dokumentálva. Ez a tervezési fázis önmagában általában három-öt hónapot vesz igénybe egy nagy átmérőjű TBM esetében, és több tízezer műszaki rajzot és specifikációt készít.
3. szakasz – Anyagbeszerzés és ellátási lánc
A TBM gyártása speciális anyagok és alkatrészek óriási választékát igényli, amelyek közül sok hosszú beszerzési határidővel rendelkezik. A nagy szilárdságú szerkezeti acéllemez a vágófejhez és a pajzstesthez, a nagy átmérőjű forgógyűrűs csapágyak, a nagy nyomatékú bolygókerekes hajtóművek, a precíz löket- és nyomásspecifikációk szerint gyártott hidraulikus hengerek, valamint a speciális tömítőrendszerek korai beszerzést igényelnek a gyártás késleltetésének elkerülése érdekében. A fő csapágyszerelvény – egy masszív forgógyűrű, amelynek átmérője meghaladhatja a három métert egy nagyméretű TBM esetében – gyakran 6-9 hónapos önálló gyártási idővel rendelkezik, és jellemzően a kritikus útelem a teljes TBM szállítási ütemtervben.
4. szakasz – Strukturális gyártás
A TBM szerkezeti gyártása magában foglalja a nehéz acéllemez szakaszok vágását, alakítását és hegesztését a főbb szerkezeti egységekbe – a vágófejbe, az elülső pajzsba, a hátsó pajzsba és a futómű alkatrészekbe. Ezt a munkát minősített szerkezeti hegesztők végzik, előzetesen minősített hegesztési eljárásokkal, és roncsolásmentes teszteléssel, beleértve az ultrahangos, mágneses részecske- és radiográfiai vizsgálatot. A méretszabályozás a gyártás során kritikus fontosságú – a pajzstestnek kereknek kell lennie a szűk tűréshatárokon belül, hogy az alagút bélésszegmenseit konzisztens résgeometriával lehessen beépíteni. A nagy szerkezeti egységeket a gyártás után megmunkálják, hogy elérjék a szükséges interfész tűréseket az illeszkedő felületeken.
5. szakasz – Mechanikai és hidraulikus összeszerelés
A szerkezeti gyártás befejeztével a gépet fokozatosan összeszerelik mechanikai, hidraulikus és elektromos rendszereivel. A fő csapágy be van szerelve és a specifikációnak megfelelően meg van húzva. A hajtómotorok és a sebességváltók fel vannak szerelve és be vannak állítva. A nyomóhenger-rendszer fel van szerelve, és minden hengeren külön-külön nyomáspróbát végeznek, mielőtt a hidraulikus tápegységhez csatlakoztatnák. A szegmens felállító kar össze van szerelve, és ellenőrizve van annak elérése, sebessége és terhelhetősége. A vezérlőrendszer vezetékes és integrált, minden érzékelő bemenet és működtető kimenet ellenőrzött a vezérlési logikai dokumentáció alapján. Ez az összeszerelési szakasz intenzíven képzett munkaerőt igényel – a TBM összeszereléséhez olyan technikusokra van szükség, akik értik a teljes rendszerintegrációt, nem csak az egyes alkatrészek telepítését.
6. szakasz – Gyári átvételi vizsgálat
Mielőtt a TBM elhagyja a gyárat, átfogó gyári átvételi tesztnek (FAT) esik át, amelyet az ügyfél és műszaki képviselői látnak el. A FAT ellenőrzi, hogy az összes rendszer az előírásoknak megfelelően működik-e ellenőrzött körülmények között – a vágófej forgási sebessége és nyomatéka, a tolóhenger ereje és lökete, a szegmens felállító tartománya és teherbírása, a hidraulikus rendszer nyomása és áramlása, az elektromos rendszer funkciója és a vezérlőrendszer reakciója. A vezetőrendszer kalibrálása és ellenőrzése megtörtént. A FAT során feltárt hiányosságokat ki kell javítani, mielőtt a gépet jóváhagyják a szállításra. A FAT rekord a gép állandó dokumentációjának részévé válik, és a teljes élettartama alatt hivatkozni kell rá.

Precíziós mérnöki szabványok a TBM-gyártásban
A TBM-gyártás precíziós követelményei vetekednek a nehéz repülési és védelmi berendezésekével. Ezek a tűréshatárok nem önkényesek – közvetlenül befolyásolják a gép azon képességét, hogy alagutat tudjon építeni a megadott igazításhoz, károsodás nélkül szerelje fel a bélésszegmenseket, és az alagút élettartama alatt fenntartsa a vízzáró illesztéseket a szegmensek között.
- Vágófej kereksége: A vágófej külső átmérőjének ±2–3 mm-en belül kell lennie a névleges furatátmérőhöz képest, hogy fenntartsa a tervezett túlvágást, és megakadályozza, hogy a pajzs beszoruljon a talajba. Ennek a tűrésnek az öt-tizenkét méter átmérőjű acélszerkezetben való eléréséhez a hegesztési műveletek gondos sorrendbe állítása szükséges a torzítás szabályozása és a kritikus felületek hegesztés utáni megmunkálása érdekében.
- Fő csapágyülés megmunkálása: A ház furatát és a tengelycsapot, amelyek a fő csapágyszerelvényt helyezik el, az IT6-IT7 (0,010-0,025 mm) tűrésekig kell megmunkálni, és precíziós koordináta-mérőgépekkel ellenőrizni kell. A helytelen csapágyülés geometriája drámaian csökkenti a csapágy élettartamát, és idő előtti kifáradáshoz vezethet mélyen a föld alatt – ez rendkívül költséges és időigényes javítási forgatókönyv.
- A pajzs test körkörössége: Az elülső és a hátsó pajzsszegmenseket a teljes átmérőn jellemzően 5–10 mm-es körkörös tűréssel kell összeszerelni és megmunkálni, biztosítva, hogy a pajzs és a telepített bélésszegmensek közötti gyűrű alakú rés egyenletes legyen a kerület mentén. Ez a konzisztencia kritikus a farokbőr tömítésének hatékonysága szempontjából – a pajzs farka és a bélés közötti rést lezáró keféknek és zsíroknak egyenletesen kell érintkezniük, hogy megakadályozzák a talajvíz bejutását.
- A tolóerő henger löketének szinkronizálása: Egy nagyméretű TBM-ben 30–50 különálló tolóhengernek pontosan koordinált csoportokban kell kinyúlnia és visszahúzódnia, hogy a gép dőlésszögét és lengését szabályozzák, miközben az alagútvonal mentén kormányoz. A hengereket konzisztens lökettűrések szerint kell gyártani, és a vezérlőrendszert úgy kell kalibrálni, hogy a pozíciószinkronizálás néhány milliméteren belül maradjon a henger teljes löketében.
- A tárcsavágó ház helyzete: A kemény kőzetű TBM-eken minden tárcsás vágóház helyzetét a vágófej felületén pontosan a tervezett vágási sugárra kell beállítani, biztosítva, hogy az azonos sugáron lévő összes maró ugyanazon a hornyon haladjon a sziklafelületen. A vágótávolság helyzeti hibái az egyes marók túlterhelését és felgyorsult kopását okozzák, ami csökkenti a vágóél élettartamát és növeli az időigényes vágócserék gyakoriságát a föld alatt.
Kulcsfontosságú technológiák a modern TBM-gyártáshoz
Az alagútfúró gépek gyártásában a technika állása az elmúlt évtizedekben jelentősen fejlődött, az egyre nagyobb kihívást jelentő alagútprojektek és a digitális mérnöki eszközök integrálása miatt, amelyek nem voltak elérhetőek a TBM tervezők korábbi generációi számára.
Digitális iker és szimuláció
A vezető TBM-gyártók most már a gyártás megkezdése előtt minden gépről teljes digitális ikermodelleket fejlesztenek ki. Ezek a modellek a szerkezeti elemzést, a hidraulikus rendszer szimulációját és a vezérlési logikai modellezést integrálják, hogy igazolják a rendszer teljesítményét az adott projektben várható működési feltételek teljes tartományában. A digitális ikrek lehetővé teszik a mérnökök számára, hogy azonosítsák az interfész-ütközéseket, optimalizálják az alkatrészek pozicionálását, és szimulálják a hibaforgatókönyveket, mielőtt egyetlen acéldarabot levágnának. Működés közben a digitális iker folyamatosan frissíthető valós gépadatokkal, hogy támogassa a prediktív karbantartást és hibaelhárítást a gyártó mérnöki központjából bárhol a világon.
Fejlett vágófej anyagok és kopásvédelem
A vágófej kopása az egyik elsődleges tényező, amely korlátozza a TBM előrehaladási sebességét és növeli a karbantartási költségeket a koptató talajon. A modern TBM-gyártás fejlett kopásvédelmi stratégiákat foglal magában, beleértve a volfrám-karbid kopásgombokat, a króm-karbid fedőlemezt és a kerámia kompozit kopóbetéteket a vágófej legnagyobb kopású zónáiban. A kopásvédelem kiválasztását és elhelyezését most számítási folyadékdinamika és diszkrét elem-modellezés segítségével elemezzük, hogy előre jelezzék a kopásmintázatokat a projekt adott talaj- és kőzetkörülményeihez, lehetővé téve, hogy a védelmet az egységes alkalmazás helyett oda koncentráljuk, ahol a legnagyobb szükség van rá.
Automatizált hegesztés és robotgyártás
Míg a TBM gyártás nagy része még mindig magasan képzett kézi hegesztőkre támaszkodik, az automatizált hegesztőrendszerek integrációja javította a hegesztési konzisztenciát és a termelékenységet a nagy térfogatú hegesztési kötéseknél. A robothegesztő cellákat ismétlődő szerkezeti hegesztésekhez használják az árnyékolótest panelek és küllőszakaszok esetében, ahol az állandó hegesztési geometria kritikus. A süllyesztett ívhegesztést széles körben alkalmazzák vastag lemezszakaszok nehéz tompahegesztéseihez, mély behatolást és magas lerakódási sebességet biztosítva megbízható minőség mellett. Ezek az automatizált folyamatok felszabadítják a képzett hegesztőket, hogy az összetett csatlakozási pontokra összpontosítsanak, ahol szakértelmük a legnagyobb hozzáadott értéket képviseli.
Valós idejű teljesítményfigyelő rendszerek
A kortárs TBM-eket több száz érzékelővel szerelték fel, amelyek mindent felügyelnek az egyedi nyomóhenger erejétől a fő csapágy hőmérsékletén, a vágófej nyomatékán, a homloknyomáson, a hátsó tömítés zsírbefecskendezési nyomásán és a szegmens felállító helyzetén át. Ezeket az adatokat valós időben naplózzák, megjelenítik a kezelőnek, továbbítják a projektmérnök irodájába, és sok esetben biztonságosan megosztják a TBM gyártó mérnöki csapatával. A gépek teljesítményének távoli nyomon követésének képessége átalakította a gyártók berendezéseik támogatását a terepen, lehetővé téve a felmerülő problémák gyors diagnosztizálását, mielőtt azok költséges meghibásodásokká válnának.
Globális TBM-gyártók és gépeik gyártási helye
A TBM gyártó ipar néhány nagy nemzetközi gyártó köré összpontosul, amelyek mindegyike speciális mérnöki képességekkel és gyártólétesítményekkel rendelkezik, amelyek képesek a világ legnagyobb és legösszetettebb gépeinek előállítására.
- Herrenknecht AG (Németország): Egységmennyiség és árbevétel alapján a világ legnagyobb TBM-gyártója, székhelye a németországi Schwanauban található. A Herrenknecht a TBM-típusok teljes skáláját gyártja a kis mikroalagút-feldolgozó gépektől a nagy átmérőjű iszap- és EPB-gépekig, jelentős gyártóüzemekkel Németországban és összeszerelési műveletekkel világszerte. Gépeket szállítottak a világ legnagyobb kihívást jelentő alagútépítési projektjeihez, beleértve a Gotthard Base alagutat és számos metrórendszert Ázsiában és a Közel-Keleten.
- The Robbins Company (USA): A TBM gyártás egyik legrégebbi és leghíresebb neve, Robbins úttörő szerepet játszott a kemény kőzet TBM technológiájában, és továbbra is vezető szerepet tölt be a sziklaalagútépítésben használt fősugárnyaláb-megfogó TBM-ek terén. Gépeket gyártanak és újítanak fel az Egyesült Államokban található létesítményekben, és globális szerviz- és támogatási hálózattal rendelkeznek a berendezéseikhez világszerte.
- NFM Technologies (Franciaország, a Bouygues csoport része): A nagy átmérőjű városi alagútfúró gépek, különösen az iszappajzs és EPB típusok terén komoly szakértelemmel rendelkező francia TBM-gyártó, kihívást jelentő európai és nemzetközi projektekhez. Az NFM nagy metróprojektekhez szállított gépeket Párizsban, Rómában és Délkelet-Ázsiában.
- CREG – Kínai Vasútmérnöki Berendezéscsoport: Kína legnagyobb TBM-gyártója, és jelenleg az egyik legnagyobb a világon, a CREG gyorsan fejlesztette mérnöki és gyártási képességeit a licencelt technológia és a hazai K+F befektetések kombinációjával. A CREG szállítja a kínai hatalmas metró- és nagysebességű vasúti alagútépítési programokban használt TBM-ek többségét, és megkezdte a nemzetközi piacokra történő exportálást.
- Kawasaki Heavy Industries és Mitsubishi Heavy Industries (Japán): Mindkét japán mérnöki konszern hosszú múltra tekint vissza a TBM-gyártásban, elsősorban a hazai japán piacra és kiválasztott exportprojektekre. A japán TBM gyártás rendkívül magas építési minőségéről és pontosságáról ismert, különösen erős a pajzsgép technológia a puha talajú városi alagútépítésben.
- Caterpillar (Lovat divízió, Kanada): A Caterpillar felvásárolta a Lovat kanadai TBM-gyártó céget, és továbbra is Caterpillar alagútépítő márkanév alatt gyárt EPB- és hígtrágyagépeket. Gépeiket széles körben használják észak-amerikai infrastrukturális alagútépítési projektekben, beleértve a vízellátást és a városi közlekedést.
TBM felújítás és újragyártás
A TBM gyártóipar jelentős és növekvő szegmense a használt gépek felújítása és újragyártása új alagútprojektekhez. Tekintettel az új TBM óriási költségére – egy nagy átmérőjű gép 15–50 millió USD vagy többe is kerülhet – a projekttulajdonosok és a vállalkozók egyre inkább költséghatékony alternatívaként értékelik a felújított gépeket, ha a projekt feltételei kompatibilisek egy meglévő gép specifikációival.
A TBM felújítása jellemzően magában foglalja az összes főbb rendszer szétszerelését, a kopó alkatrészek ellenőrzését és cseréjét, a szerkezeti egységek felújítását, a fő csapágy nagyjavítását, a hidraulikus tömítések és hengerek cseréjét, valamint az elektromos és vezérlőrendszerek teljes újjáépítését. Nagyobb felújítási projekteknél a vágófej átstrukturálható, hogy módosítsa a vágó elrendezését a különböző talajviszonyokhoz, vagy a pajzs átmérője kissé módosítható a héjlemez acélbetéteinek hozzáadásával vagy eltávolításával. Egy jól kivitelezett felújítás egy új gép költségének töredékéért meghosszabbíthatja a gép élettartamát egy újabb teljes projekttel, sőt néha többel is.
Kihívások és jövőbeli trendek az alagútfúrógépek gyártásában
A TBM-gyártás folyamatos műszaki és kereskedelmi kihívásokkal néz szembe, amelyek meghatározzák az iparág fejlődését a következő évtizedben. A nagyobb, mélyebb és automatizáltabb alagútépítési megoldások iránti kereslet feszegeti a jelenlegi TBM-technológiával elérhető határokat, és jelentős kutatás-fejlesztési beruházásokat hajt végre az egész iparágban.
- A gép átmérőjének növelése: Az autópálya és a kombinált metró/közúti alagutak nagyobb alagútátmérőjére irányuló tendencia rendkívüli méretű gépeket állít elő. A 15 méternél nagyobb átmérőjű gépek szerkezeti és logisztikai kihívásokat jelentenek, amelyek újszerű mérnöki megoldásokat igényelnek – az ilyen gépek szállítása, összeszerelése és elindítása az indítóakna szűk terében gondos tervezést igényel a gyártási és szállítási folyamat minden szakaszában.
- Automatikus marócsere rendszerek: A kemény kőzetű TBM-eken a tárcsás marók cseréje megköveteli, hogy a dolgozók légköri vagy túlnyomásos körülmények között lépjenek be az ásatókamrába, hogy kézzel cseréljék ki az elhasználódott marókat – ez az egyik legigényesebb és legveszélyesebb feladat az alagútépítésben. Számos gyártó fejleszt olyan robotvágó-cserélő rendszereket, amelyek távolról is el tudják végezni ezt a munkát, kiküszöbölve a dolgozók kitettségét a veszélyes, túlnyomásos ásatási környezetnek. Jelentős mérnöki kihívást jelent a 200 kg-ot meghaladó vágósúly kezelésére alkalmas manipulátorok fejlesztése zárt, nedves, szennyezett helyeken.
- Hajtásrendszerek villamosítása: A föld alatti levegő minőségére és szén-dioxid-kibocsátására nehezedő növekvő szabályozási nyomás felgyorsítja a teljesen elektromos TBM hajtásrendszerek fejlesztését, amelyek kiiktatják a hidraulikaolajat és a dízel alapú energiát a gépből. Az elektromos közvetlen meghajtású vágófejmotorok, az elektromos tolóhenger-aktorok és az akkumulátorral vagy hálózattal működő alagút-logisztika mind aktív fejlesztés alatt állnak a nagy gyártóknál.
- Az ellátási lánc rugalmassága: Az elmúlt évek globális zavarai felfedték a kibővített ellátási láncok sebezhetőségeit, amelyektől a TBM-gyártók függnek – különösen a nagy átmérőjű csapágyak, a speciális hidraulikus alkatrészek és az elektronikus vezérlőrendszerek tekintetében. A gyártók aktívan dolgoznak az alternatív beszállítók minősítésén, a stratégiai alkatrészkészlet növelésén, és bizonyos esetekben a korábban kiszervezett alkatrészgyártás házon belüli bevezetésén, hogy csökkentsék az ellátási lánc megszakadásának való kitettséget.
- AI által támogatott irányítás és autonóm működés: A mesterséges intelligencia integrálása a TBM irányítási és vezérlőrendszerekbe aktív fejlesztési terület. A projekt történeti adataira kiképzett gépi tanulási modellek optimalizálhatják a kormányzási paramétereket, megjósolhatják a bélésgyűrű felépítésének minőségét, és figyelmeztethetik a kezelőket a fejlődő talajviszonyokra, mielőtt működési problémákat okoznának. A teljesen autonóm TBM működés továbbra is hosszabb távú cél marad, de a rutin operatív feladatok fokozatos automatizálása már folyamatban van a jelenlegi projektekben.
Utolsó gondolatok a TBM gyártásról
Az alagútfúró gépek gyártása a szerkezeti tervezés, a precíziós megmunkálás, a hidraulika, az elektronika és az anyagtudomány metszéspontjában helyezkedik el – és ezt olyan léptékben teszi, amelyhez kevés más iparág tud hozzáállni. Minden gyárból kilépő TBM egy egyedi tervezésű megoldás a geológiai és a projekt kihívásaira, és a tervezés és a gyártás minősége végső soron abban nyilvánul meg, hogy a gép mennyire megbízhatóan fúrja át a földet, milyen következetesen szerel fel minőségi alagútburkolatot, és milyen biztonságosan hozza haza a dolgozókat minden műszak végén.
Mivel a globális infrastruktúra iránti kereslet továbbra is ösztönzi a földalatti építésbe történő beruházásokat, a TBM-gyártók izgalmas és igényes jövő elé néznek – egyre nagyobb méretű, összetettebb és kifinomultabb technológiai gépeket kell szállítani, miközben menedzselhetik az ellátási láncokat, fejlesztik a mérnökök és gyártók következő generációját, valamint olyan digitális technológiákat integrálnak, amelyek meghatározzák, hogyan fog kinézni az alagútfúrás a következő fél évszázadban. Mindenki számára, aki részt vesz alagútépítésben, beszerzésben vagy projektfejlesztésben, ezen rendkívüli gépek tervezési és gyártási módjának megértése alapvető fontosságú ahhoz, hogy megalapozott döntéseket hozhasson a valaha készült egyik legbonyolultabb és legkövetkezményesebb építőipari berendezéssel kapcsolatban.









